
- 什么是浸渗?浸渗主要解决什么问题?浸渗适合什么产品?浸渗系统的过程是怎么样的?
-
25分钟朱博1314人学习
|
- 夹渣的危害。采用什么样的工艺流程做高品质的铝合金液?如何选择熔化炉?运输过程需要注意什么问题?铝合金液如何精炼(除气打渣)?
-
37分钟韩绍甫1409人学习
|
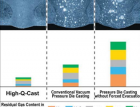
- 通过这节课可以了解一下内容:热处理的目的。为什么压铸件通常不做热处理。常规压铸件的T6热处理常规压铸件的T5热处理。低铁合金的热处理。真空压铸件的热处理。
-
90分钟韩绍甫2387人学习
|

- 什么是“铸造性能”?合金中的每种元素的角色。美国铝业对铝合金的标准制定,合金的种类,他们的特性和应用场景。
-
66分钟韩绍甫1705人学习
|
- l高速/快压射阶段概念
l高速压射目的
l高速速度的计算
考虑浇口速度—雾化
排气注意事项—背压、排气速度
考虑机器能量—PQ机器线、模具界限速度
考虑冲击压——动能、减速功能
-
49分钟陈名声2097人学习
|
- 认识压铸缺陷孔。孔是如何形成的?我们应该如何理解孔?哪些因素影响着孔?什么是热量中轴线(NTA)?
-
45分钟1611人学习
|

- 1. Cycle Timing 循环周期
2. Die Temperature 模具温度
3. Die Spray 模具喷涂
4. Shot Profile 压射性能
5. metal Temperature 合金液温度
6. Clamp Tonnage 锁模力
7. Mechanical Operation 机械工作条件
8 Ancillary Equipment 外围设备
-
52分钟1386人学习
|
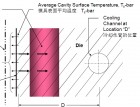
- 热量在合金液填充过程中重新分布,如何来规划热量路径、喷涂所带走热量的多少、冷却水路的设置参数。
-
53分钟韩绍甫1487人学习
|
- 进一步理解慢压射加速度
了解慢压射的分段设定
高低速切换点概念
行程计算
预填充技术概念
预填充工艺的一般计算
填充时间
-
42分钟陈名声1772人学习
|
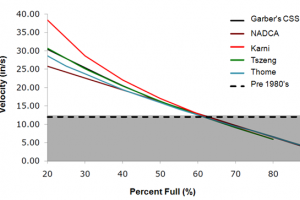
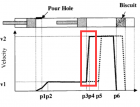
- 探讨慢压射相关工艺:倒料、压射延时、充满度、慢压射临界速度、慢压射加速、匀速慢压射等
-
36分钟陈名声1688人学习
|
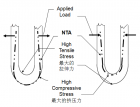
- 1.明确地定义出铸件的功能。 2.请说明孔缺陷是如何影响铸件功能的。3. 明确孔在什么样的位置下,不会对铸件造成影响。4.设计铸件的形状,使孔分布在我们预期的位置上。5.定义热量中轴线(NTA)
-
54分钟韩绍甫1288人学习
|
- 压铸机的维护保养为什么如此重要?维护和保养应该从哪几个方面进行?
压铸机外观 液压系统 电气部分 合模部分 压射部分 润滑部分 冷却系统 热作件系统。
本期课程重点从电气、压射、合模、润滑、热作件系统进行分析和讲解。
-
34分钟韩绍甫1610人学习
|
- 压铸机的维护保养为什么如此重要?维护和保养应该从哪几个方面进行?
压铸机外观 液压系统 电气部分 合模部分 压射部分 润滑部分 冷却系统 热作件系统。
本期课程重点从液压系统进行分析和讲解。
-
37分钟韩绍甫1608人学习
|
- 除了通过工艺方式去控制方式,我们是否可以在设计阶段就提前预防孔的发生
-
43分钟陈名声1295人学习
|

- 锌合金压铸件有哪些孔?什么是沙孔?什么是气孔?什么是缩孔?各自有什么区别,如何解决?
-
47分钟韩绍甫1469人学习
|
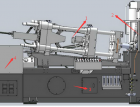
- 热室压铸机基本结构如何?主要由哪几部分组成?压铸机有哪些基本零件?主要有哪几大协同?电磁阀、液压缸等如何工作?
-
43分钟韩绍甫2258人学习
|
- 哪些工艺参数对压铸缺陷孔有影响?如何通过工艺参数来控制缺陷孔的产生?
增压压力、压射性能(填充时间、压射状态、压射模型、快压射速度、倒料、等待时间、预填充)、排气与抽真空、除渣与除气、模具温度、模具喷涂、喷涂模式、合金液温度等工艺参数对缺陷孔的影响。
探讨压铸件缺陷“孔”的控制方式--工艺参数方面我们能做些什么。
-
72分钟陈名声1682人学习
|
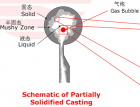
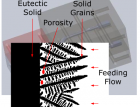
- 压铸缺陷孔的形成机理。气孔形成的过程。缩孔形成的过程。冷速率对致密层的影响。
造成气孔的因素:氢气孔、空气混入、油产生的气混入、卷气。气泡的本质。
对孔缺陷的正确观念有哪些?
-
48分钟韩绍甫1598人学习
|
- 1.能否说出3种压铸件表面缺陷?
2.如果要提高压铸件表面,哪一个更重要:合金还是压力?
3.如果金属液的温度过高,会发生什么?
4.浇口的速度是否影响模具的温度?
5.为了得到好的表面质量,最低的铝合金温度应该是多少?
6.如果模具的喷涂时间和压铸时间同时增加,会发生什么?
7.用什么办法可以改善表面冷纹缺陷?
8.如果别的条件不改变,只减少浇口面积,压射冲头处会有什么变化?
9.当浇口面积增大,冲头直径增大,系统压力增大,会发生什么?
10.当冲头的直径减少,填充时间会发生什么变化?
-
43分钟韩绍甫1241人学习
|

- 压铸机吨位评估的重要性。
压铸机选择需要考虑哪些因素?
锁模力,模具尺寸,浇注量,压铸机提供的能量。
-
31分钟韩绍甫1780人学习
|


