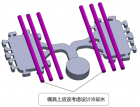
- 盖板产品,要求无气孔和针孔,但抛光后产生针孔现象。本课程根据产品的工艺条件进行了分析,从合金熔炼工艺、模具温度和浇注系统上给出建议。
-
30分钟韩绍甫1326人学习
|
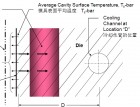
- 热量在合金液填充过程中重新分布,如何来规划热量路径、喷涂所带走热量的多少、冷却水路的设置参数。
-
53分钟韩绍甫1296人学习
|

- 锌合金压铸件有哪些孔?什么是沙孔?什么是气孔?什么是缩孔?各自有什么区别,如何解决?
-
47分钟韩绍甫1260人学习
|
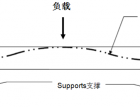
- 该产品为一大板,现在的产品平面壁厚太厚,而且产品底部有异性筋状,客户要求表面光滑无冷纹,内部不允许有沙眼,可是现在我们分析这个产品,压铸机快速生产此产品,产品内部严重裹气。慢速生产此产品,产品便面光洁度将来达不到,请帮忙分析一下,在进料排渣和压铸工艺上给个建议。
-
32分钟韩绍甫1204人学习
|

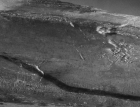
- 产品表面加工气孔缺陷分析,改进措施探讨?
如何对产品信息和质量要求进行描述?
如何评估产品质量要求是否合理?
改产品缺陷原因分析。
改产品缺陷对策。
-
31分钟韩绍甫1157人学习
|

- 1. Cycle Timing 循环周期
2. Die Temperature 模具温度
3. Die Spray 模具喷涂
4. Shot Profile 压射性能
5. metal Temperature 合金液温度
6. Clamp Tonnage 锁模力
7. Mechanical Operation 机械工作条件
8 Ancillary Equipment 外围设备
-
52分钟1118人学习
|
- 1、压铸过程中卷入气体
(1)卷入气体的形态与压铸工艺参数的关系
(2)卷入气体与模具结构有关
(3)脱模剂、冲头油分解产生的气体
(4)反应性气体
-
61分钟刘遵建1112人学习
|
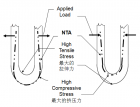
- 1.明确地定义出铸件的功能。 2.请说明孔缺陷是如何影响铸件功能的。3. 明确孔在什么样的位置下,不会对铸件造成影响。4.设计铸件的形状,使孔分布在我们预期的位置上。5.定义热量中轴线(NTA)
-
54分钟韩绍甫1100人学习
|
- 为什么要关心孔缺陷?缩孔的因是什么?如何调整孔的因缘来控制孔?
-
35分钟韩绍甫1076人学习
|
- 1.能否说出3种压铸件表面缺陷?
2.如果要提高压铸件表面,哪一个更重要:合金还是压力?
3.如果金属液的温度过高,会发生什么?
4.浇口的速度是否影响模具的温度?
5.为了得到好的表面质量,最低的铝合金温度应该是多少?
6.如果模具的喷涂时间和压铸时间同时增加,会发生什么?
7.用什么办法可以改善表面冷纹缺陷?
8.如果别的条件不改变,只减少浇口面积,压射冲头处会有什么变化?
9.当浇口面积增大,冲头直径增大,系统压力增大,会发生什么?
10.当冲头的直径减少,填充时间会发生什么变化?
-
43分钟韩绍甫1053人学习
|
- 除了通过工艺方式去控制方式,我们是否可以在设计阶段就提前预防孔的发生
-
43分钟陈名声1045人学习
|
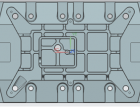
- 根据客户提供的散热片产品,进行缺陷分析,并提出改进措施。
一.产品信息和质量要求。
二.目前产品的工艺参数和模具信息。
三.目前产品存在的缺陷描述。
四.产品质量要求审查和产品设计审查。
五.铸造条件设定(铸造压力、填充速度、填充时间)。
六.压铸工艺初步检查(压铸机吨位、冲头大小、冲头速度、浇口面积)。
七.利用PQ图进行工艺审查。
八.浇注系统审查(浇口、流道、排渣、排气)。
-
24分钟韩绍甫1042人学习
|
- 压铸件气孔气体来源介绍
合金液中氢的来源和除气精炼介绍
除气效果检测介绍
-
72分钟刘遵建983人学习
|

- 压铸件脱皮缺陷产生的原因和具体的对策措施介绍
-
105分钟刘遵建978人学习
|

- 气孔缺陷改善对策介绍。
-
58分钟刘遵建966人学习
|

- 气孔特征介绍。
气孔大小、数量、分布要求介绍。
-
61分钟刘遵建917人学习
|

- 1.内浇口设计对铸件气孔的影响
2.合金液在型腔里的流动模式。
-
47分钟刘遵建905人学习
|

- 压铸件内浇口处气孔+缩孔等缺陷的解决方法
-
75分钟刘遵建833人学习
|

- 1、内浇口出现气孔+ 缩孔等各种缺陷产生的原因2、出现内浇口气孔+缩孔等缺陷的六大影响因素3、二十种铸件内浇口处气
-
76分钟刘遵建794人学习
|

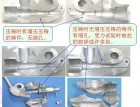
- 跑料飞边影响因素分析与改善
-
45分钟顾传平789人学习
|


