

充氧压铸
充氧压铸分为:加氧压铸和定向抽气加氧压铸
(1)加氧压铸
国外在分析铝合金压铸件气泡时发现,其中的气体有90%是氮气,而空气中的氮气应为80%,其余20%为氧气。这说明气泡中部分氧气与铝液发生了如下反应:
4AL+3O2=2AL2O3
根据这一事实研究出了加氧压铸的新工艺。
加 氧压铸是在铝金属液充填型腔之前,用氧气充填压室和型腔,以置换其中的空气和其他气体,当铝金属液充填时,一方面通过排气槽排出氧气,另一方面喷散的铝金 属液与没有排出的氧气发生化学反应而产生A1203质点,分散在压铸件内部,从而消除不加氧时压铸件内部形成的气孔。这种A1203质点颗粒细小,约在l 微米以下,其质(重)量占压铸件总质(重)量的0.1%一0.2%,不影响力学性能,并可使压铸件进行热处理。 加氧压铸仅适用于铝合金压铸。
加氧压铸有如下特点:
①消除或减少气孔,提高压铸件质量。加氧后的铝合金比一般压铸法铸态强度可提高10%,伸长率增加1.5一2倍,因压铸件内无气孔,;玫可进行热处理,热处理后强度又能提高30%,屈服极限增加100%,冲击韧性也有显著提高。
②压铸件可在200一300℃的环境中工作,可以焊接。
③与真空压铸比较,结构简单,操作方便,投资少。
两种加氧方式:
一、 加氧压铸工艺如图1一4所示。在合模过程中,当动、定模的间距为50一60nun时,从氧气瓶通过安全阀和管道中来的氧气(压力0.3一0.5MPa)经 分配器(20个直径为3的小孔,均匀进气)充入型腔。此时,合模工序继续进行,待合模完毕后,继续加氧一段时间,关闭氧气阀,根据经验略等片刻,再浇入铝 液,进行正常的压铸工艺过程。
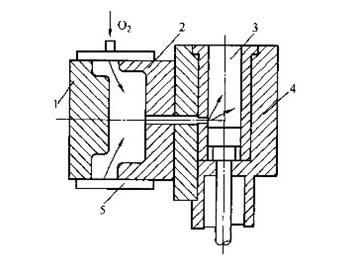
图1一4 加氧压铸示意
1-动模,2-定模,3-压铸,
4-返料活塞,5-分配器
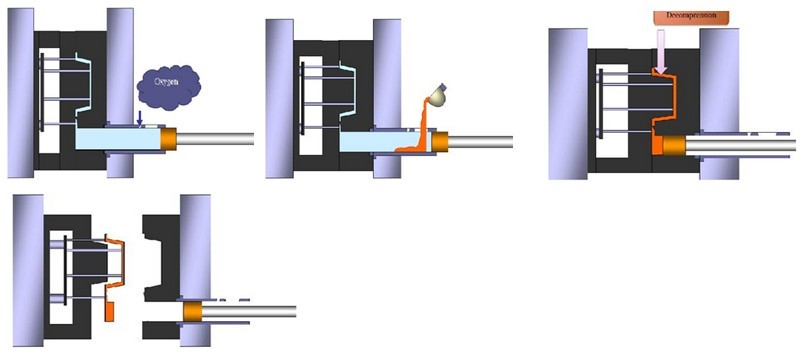
二、 从料筒处直接加氧法,简易工序如图
(2)定向抽气加氧压铸
定 向抽气加氧压铸的实质是一种真空压铸和加氧压铸相结合的工艺。工艺过程是在金属液充填型腔之前,先将气体沿金属液充填的方向,以超过充填的速度抽出,使金 属液顺利地充填。对有深凹或死角的复杂铸件,在抽气的同时进行加氧,以达到更好的效果。其优点在于避免了气体卷入金属液,防止铸件产生气孔。定向抽气加氧 压铸装置如图1一5所示。
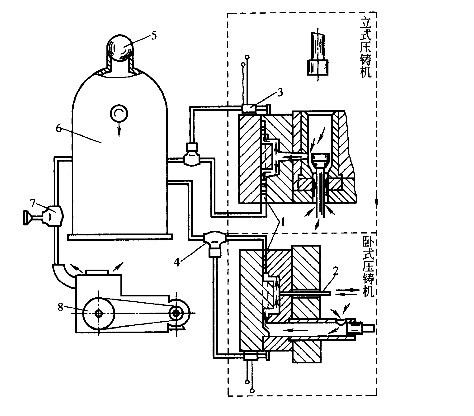
图1一5定向抽气加氧乐铸装置
1-抽气机,2-充氧管,3-打程开关,4-电磁阀,
5-安全装置,6-真空遂;,7-总侧,8-真空泵
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
