

锥型浇道设计方法
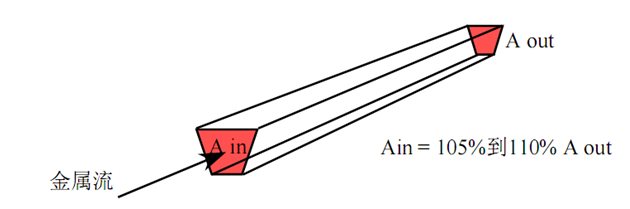
1)作用:控制金属流进人型腔的方向。
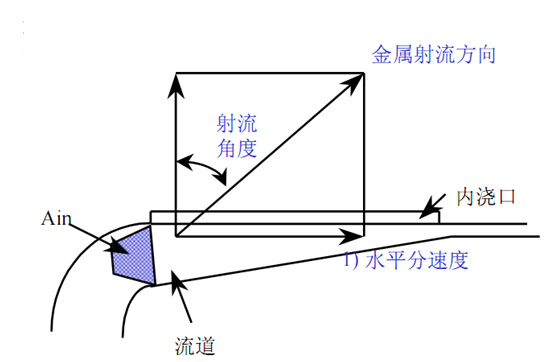
锥形流道设计中内浇口往型腔的射流都是呈一定角度的,而不是直角射入.射流的角度由两个方面的因素(分速度)决定,沿着流道方向的分速度和由于金属压力作用垂直射入型腔内的分速度。如下图所示:
2)射流角度的确定:
设计者通过调整以下参数可以改变射流角度。
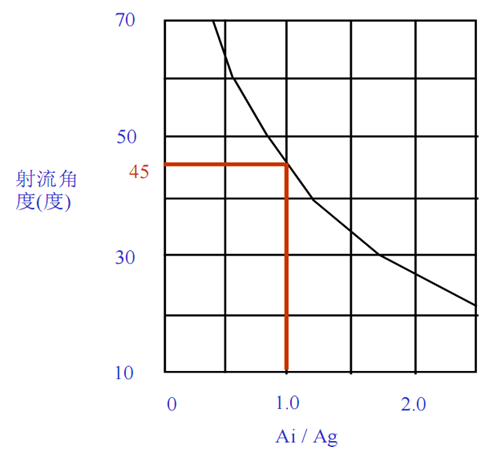
射流角度θ=(内浇口始端流道截面积(Ain)与内浇口截面积(Ag)之比)
如何选择一合适的比例关系来达到所需的射流角度,可以用下图作为参考.注意:实际上射流角度只可以控制在25度到45度之间.例如当Ain/Ag等于1.0时,从图中曲线可看到射流角度约为45°。
3)射流角度与有效面积:
金属流量Q=充填速度V·有效面积A;
金属流量Q=充填体积m/充填时间t;
有效面积A=内浇口实际面积Ag*cosθ
从图6-27可看到,在同样的内浇口面积条件下,射流角度大则有效面积减少,即实际的充填时间会比所设计的充填时间长,铸件出现冷纹会比预期高。
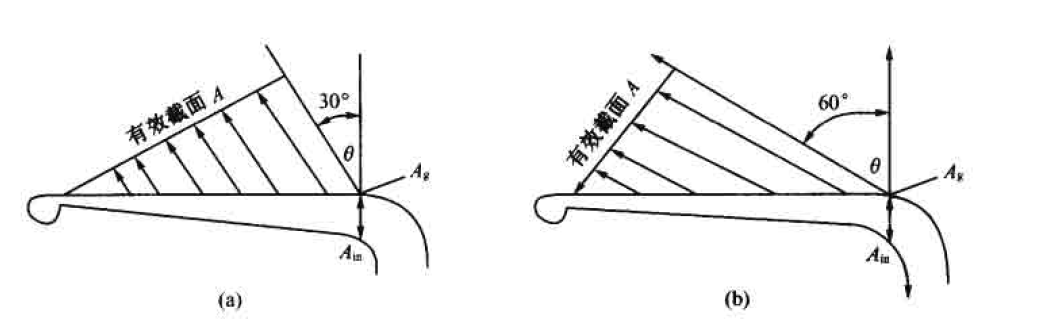
图6-27 射流角度与有效面积A
-----------------------------------------------------------------------------------------------------
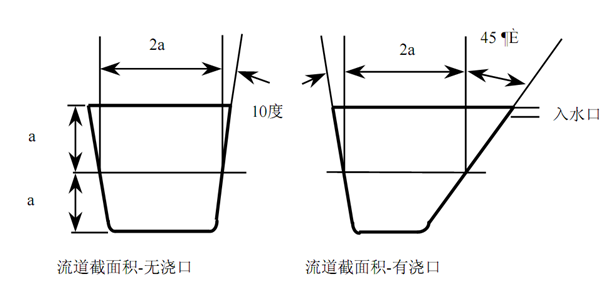
2、弯道设计
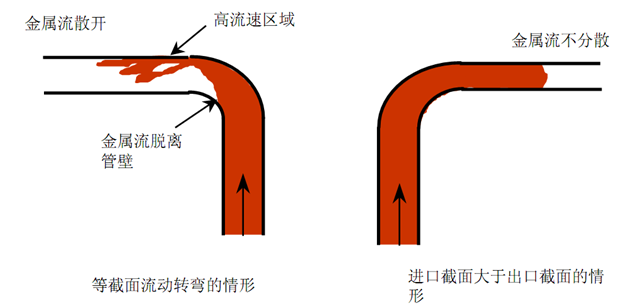
为了不使金属在转弯处出现分散,流道的截面积应有规律地收缩(见下图).如果转角半径较大那么截面的收缩比率应在10%左右.如果转角半径很小截面收缩可选20%.转角半径应尽可能做的大些.
-----------------------------------------------------------------------------------------------------
3、直流道设计
直流道的设计也应该有截面收缩.收缩率在5%到10%之间.
-----------------------------------------------------------------------------------------------------
4.横浇道
截面形状见图6-30
-----------------------------------------------------------------------------------------------------
5.内浇道与缓冲包
(1)内浇道厚度
一般为0.5~0.8mm;薄件:0.2~0.5mm;厚件:0.8~1.0mm.
内浇道长度:0.8~1.3mm.
(2)缓冲包
形式见图6-31.
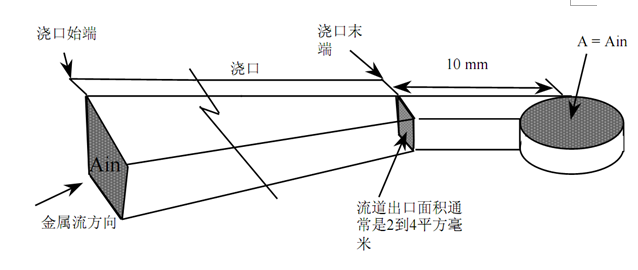
流道面积:2x2 mm;
厚度:2mm;
表面积A≥流道人口面积Ain.
-----------------------------------------------------------------------------------------------------
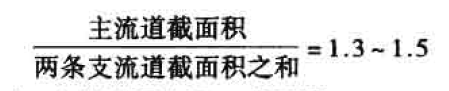
6.三角连接区设计
三角区的主要作用是将一条主流道分为两支流道,或将一模多腔分别填充,也可以将一个型腔分成几个区域填充。三角区域范围几何形状及尺寸良好的设计是:使浇道截面积朝金属液流动方向逐渐减缩;分支弯位成椭圆曲线,减少阻力;转向时利用圆角使压力损失控制在10%~20%;减少金属液流经三角区的距离;减少困在分支流道内的空气量。
当内浇道长度是A时,弯位椭圆半径R分别是0.65A, 0.5A, 1.2A。三角区有内浇道时其深度同样是0.2-0.3 mm,如果试模时发觉从三角区流进的金属液不足,(例如铸件从三角区进水地方有冷纹或大孔隙)可把横过三角区范围角度增大(最高可增加5°)以改替流动性。如图6-32、图6-33所示。
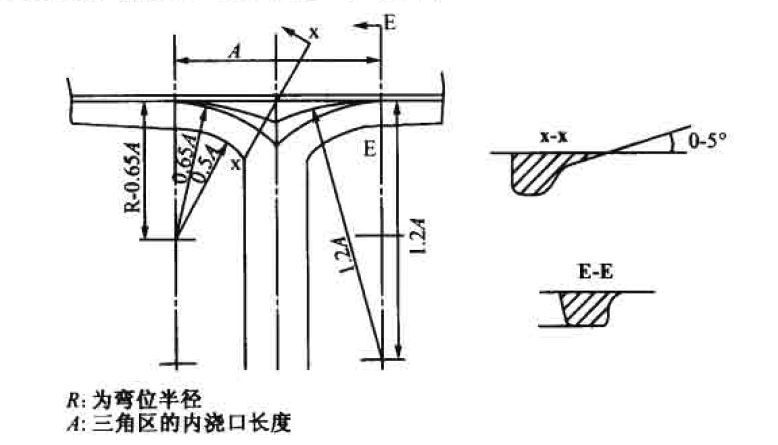
图6-32 三角区尺寸

图6-32 三角区形式
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
