

典型的压铸参数计算与调节方法
在压铸过程中,通常的压射功能为:慢速压射,一级快速压射,二级快速压射和增压。其中慢压射的作用是推料前行并防止合金液从入料口溢出,一级快压射的作用一般为由慢到快的过渡压射,用较快的速度推料以实现排气和金属液的保温,一级快压射多数还用于锤头跟踪,根据压铸件成型生产的需要,使用过渡压射时,也可增加锤头跟踪单独控制功能,二级快压射与增压功能分为一键式和二键式两种,小吨位压铸机的二级快压射与增压相连为一键式控制,大吨位的压铸机二级快压射与增压独立控制为二键式,增压起始切换点按时间或行程位置独立控制。
2、压铸过程分析
2.1压铸件分析
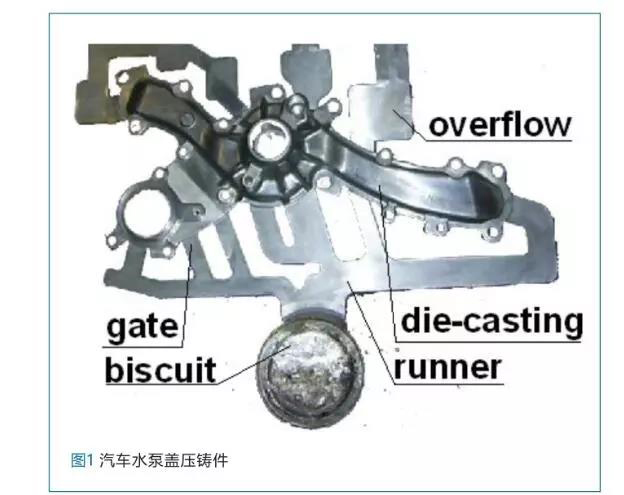
汽车水泵盖压铸件如图1所示,零件平均壁厚为2.5mm,材料为ADC12,水泵盖是汽车零件中结构较为复杂的壳体零件,是较关键件。且需要进行气密性实验以防止漏水,由于汽车水泵盖毛坯是压铸件,需要经过压铸工艺形成水泵盖毛坯,因此,压铸出的水泵盖毛坯质量好坏更将直接反映水泵的整体质量。在水泵盖毛坯生产工艺中,铸件组织致密是关键。要想解决此问题,则需要科学的压铸参数计算与合理的工艺调节。
2.2压铸机模具及铸件数据
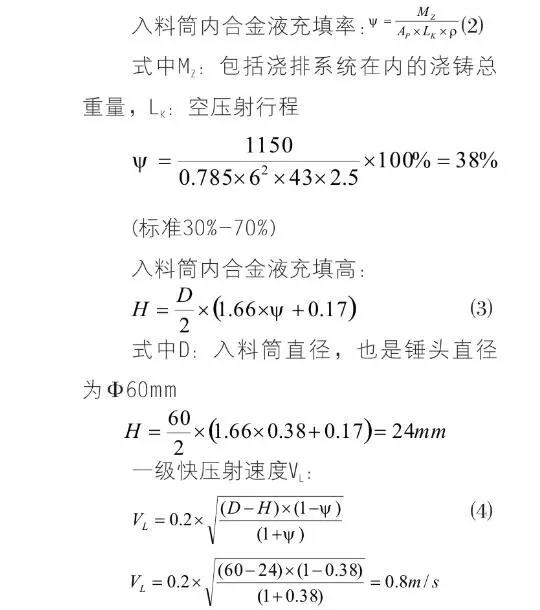
结合DCC400压铸机,系统压力为140kg/cm²时的空压射速度6m/s,锤头直径选Φ6cm,结合模具后的空压射行程为43cm。毛坯和集渣包重量M=650g(内浇口以上),浇铸全重MZ=1150g(含浇排系统),毛坯投影面积约为228cm² ,铸造总投影面积,

2.3压射分析
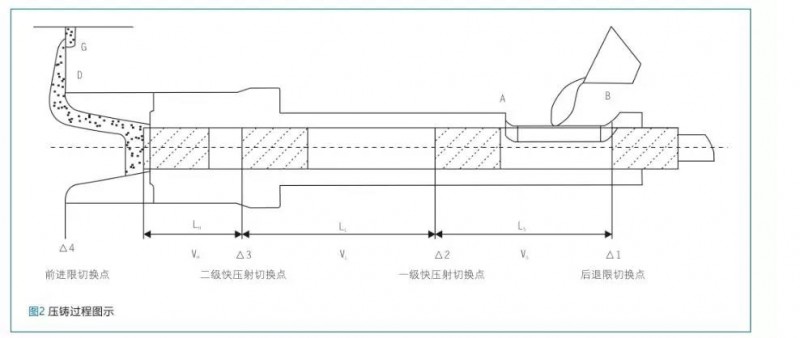
如图2所示,通常的压铸过程由以下步骤组成:
①.以慢速压射封住入料口,以防铝液溢出。
②.以一级快速压射推料让合金液充填至内浇口位置。
③.以二级快速压射推料让合金液充满型腔。
④.通过增大压力将铸件压实。
⑤.最后待铸件冷却固化后开模取件。
3、切换点确定
①.△1点对应入料筒的B点,当采用短入料筒时,△1向△2方向移动,同时△1始终保持对应B点。
②.△2点:当料温低或充填率低亦或薄壁铸件时, △2接近对应A点,反之接近△3点。
③.△3点:通过计算LH来确定,通常锤头压射到△3点时,合金液达到G点,如果需要提前及滞后充填,那么△3点需要相应右移及左移。
④.△4点: 一般设定在突出分型面10-20mm位置,有时也可设定在模具分型面的对应位置,但是因射出行程超限不得不加长分流锥结构时,△4点也可设定在分型面右侧,总之,调整原则:首先位置设置不能超出射出行程允许范围,其次位置设置必须确保锤头能顺利复位。
⑤.为了确定△3点,需要计算LH
![]()
式中 M:毛坯和集渣包重量(内浇口以上,含集渣包)
AP:锤头截面积(也称为入料筒内孔截面积,由直径Φ60求解)
ρ:合金液体密度
将数值代入公式⑴: ,

4、压射过程之速度确定
4.1慢速压射速度VS
VS的大小一般以合金液不从入料口溢出为原则,通常VS为0.2-0.4m/s之间为宜(可不做调整)
4.2一级快速压射速度VL
一级快压射速度的确定需要考虑锤头跟出及过渡性速度两种情况
4.3二级快压射速度的确定及对应二级快压射速度的调节:
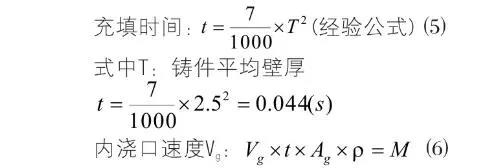
二级快压射速度VD的大小取决于模具界限速度VPC和压铸机实际推料速度VP 。模具界限速度和压铸机实际推料速度又取决于充填时间t,内浇口速度Vg,系统压力Pa
式中 M:毛坯和集渣包重量(内浇口之上含集渣包)
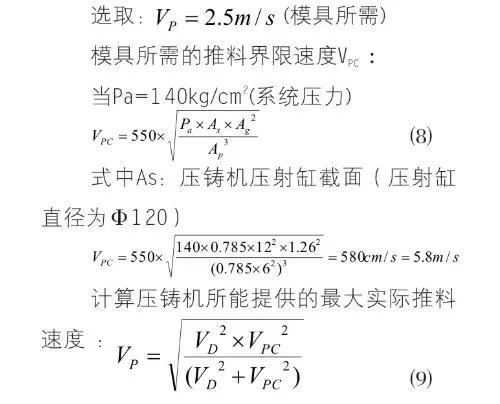
式中VD :压铸机设定速度,也是空压射速度,可通过改变系统压力调节,系统压力为140kg/cm²时的空压射速度6m/s

压铸机所能提供的最大实际推料速度VP=4.17m/s 大于所需2.5m/s,说明所选压铸机能量足够。
设定压铸机速度VD :
由于压铸机所提供的 远大于模具所需2.5m/s的速度,说明压铸机能量有过剩,即Pa不需要取140kg/cm²,所以需要调节系统压力,优化设计,当选取
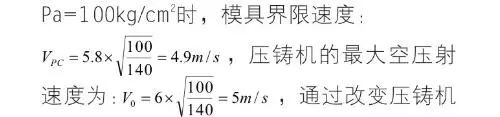
速度阀门的开度可以设定实际所需的空压射速度为小于等于5m/s。优化后压铸机可提供的最大实际推料速度:![]()
通过比较可知:降低系统压力让压铸机与压铸模系统更匹配。计算需要设定的压铸机空压射速度,
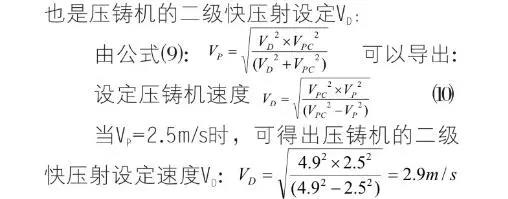
通过调节压铸机速度阀门开度将压铸机的速度设定为2.9m/s。
5、增压确定
压射比压P取80MPa时,模具胀型力:
![]()
根据力学原理可知:锤头部,射出缸,增压缸三段受力相等,由此可得出公
![]()
AP:锤头截面积(锤头直径为Φ6cm); P:锤头处合金液压射比压,此时设定为80MPa
AY:增压缸截面积(增压缸直径为Φ16cm);PY:增压缸需设置的压力
6、方案分析与优化:
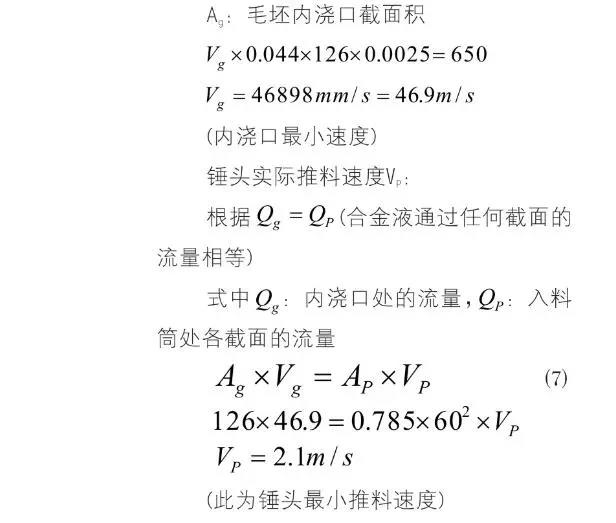
①. 内浇口速度大小的优化
由锤头实际推料速度VP=2.5m/s,代入公式(7),求得:Vg=56 m/s 。尽管大小在标准充填速度为20-60 m/s范围之内,但压铸模内浇口处将可能会产生早期龟裂现象,说明内浇口速度较大。若将内浇口截面积增大至153mm²时,则Vg=46 m/s ,速度减小虽然会延缓龟裂产生,但因浇口截面加大将增大去除浇口的难度,经权衡维持现状,不改变内浇口截面积。
②.充填率高低的优化
标准充填率一般在30%-70%之间,过低过高都会影响浇注。水泵盖现状设计充填率略低,工艺较窄。但当通过加长分流锥使LK=380mm时,代入公式(2),求得Ψ=43% , 充填率可以得到提高,代价是加大模具制造难度,且因分流锥过长使其温度偏高而影响产能,经权衡选择提高充填率,同时使用附有特制冷却器的加长分流锥。
本文作者:张玉玺
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
