

浇注系统设计之直浇道设计
(一)立式冷室压铸机用直浇道
立式冷室压铸机用直浇道主要的组成:
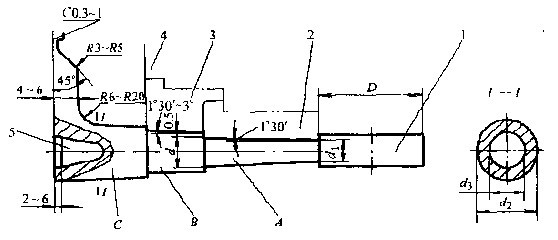
图2-13 立式冷室压铸机用直浇道
1—余料 2—喷嘴 3—浇道套 4—定模镶块 5-分流锥
1、直浇道的设计要点
(1)根据内浇道截面积选择喷嘴导入口直径。
A、B、C各段均有脱模斜度,A段为1.30,B段为1.30~30,C段的斜度根据镶块厚度来确定,镶块厚斜度小,反之则大。
(2)直浇道各段连接处的直径单边放大0.5~1.0mm。
(3)由定模镶块与分流锥构成的环形通道截面积一般为喷嘴导入口的1.2倍左右。分流锥直径为:

式中:d2是直浇道底部环型截面处的外径(mm);d1是直浇道小端(喷嘴导入口)处直径(mm)。
(4)直浇道与横浇道连接处要求圆滑过渡。
2、浇口套设计要点
(1)浇口套一般镶在定模座板上,采用浇口套可以节省模具钢和便于加工。
(2)浇口套一个端面A与喷嘴端面相吻合,控制好配合间隙不允许金属液窜入接合面;浇口套的另一端面B与定模镶块相接,接触面上的镶块孔比浇口套孔大1-2mm。
(3)应固定牢固,拆装方便。
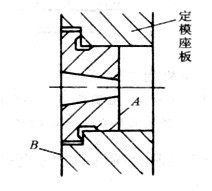
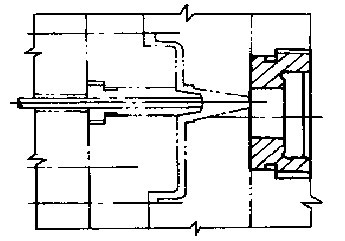
图2-14 立式压铸机用浇口套示意图
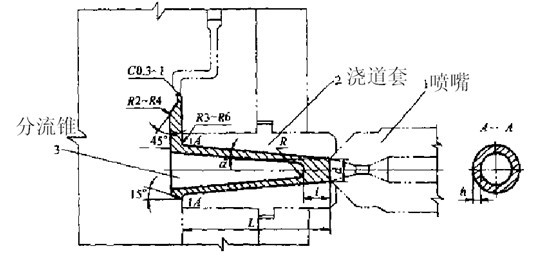
3、分流锥设计要点
①分流锥单独加工后装在镶块内,不允许在模具镶块上直接做出。
②分流锥的结构应能起到分流金属液和带出直浇道的作用。
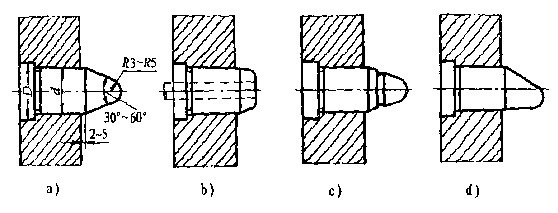
图2-15分流锥的结构形式
(二)卧式冷压室压铸机用直浇道
1、卧式冷室压铸机用直浇道是由压室和浇口套形成。
2、压室和浇口套可以制成整体,也可以分别制造。若为后者,压室是压铸机的附件,浇口套装在定模上随压铸零件不同而不同。
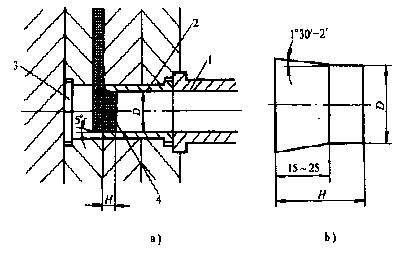
图2-16 卧式冷室压铸机用直浇道示意图
a)直浇道结构 b)直浇道起模斜度 1-压室 2-浇道套 3-分流器 4-余料
3、直浇道设计要点
(1)直浇道的直径D根据压铸件所需的压射比压和压室充满度确定
(2)直浇道厚度H,一般取直径D的1/3~1/2。
(3)浇口套靠近分型面一端在长度15 ~ 25mm范围的内孔上加工出1.30~ 2的脱模斜度。
(4)与直浇道相连接的横浇道一般设置在浇口套的上方,防止金属液在压射前流入型腔。
(5)当卧式冷室压铸机采用中心浇口时,直浇道的设计同立式冷室压铸机。要求直浇道位于浇道套内孔的上方,防止金属液在压射前流入型腔。
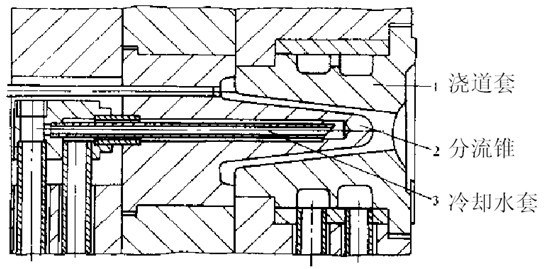
(三)热压室压铸机用直浇道
热压室压铸机用直浇道是由压铸机上的喷嘴与压铸模上的浇口套、分流锥组成。
1、直浇道设计要点
(1)根据压铸件的结构和质量选择直浇道尺寸。
(2)根据内浇道截面积选择喷嘴小端直径、一般喷嘴小端直径面积为内浇道截面积的1.1~1.2倍。
(3)直浇道环形戴面A-A处的壁厚h,对于小型压铸件取2~3mm,中型压铸件取3~5mm。
(4)直浇道的脱模斜度一般取2°~ 6°。
(5)为适应热压室压铸机高效率生产的需要,通常在浇口套和分流锥内部设置冷却水道。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
