

模架结构件设计之导向机构设计
最常用的导向机构由导柱、导套组成。
1.导柱的结构和尺寸
导柱的典型结构如图9.29所示。其中A型导柱适用于简单模具和小批量生产的模具。B型导柱固定部位尺寸与导套外径一致,便于加工,能保证精度,适用于压铸件精度要求高及生产量大的模具。
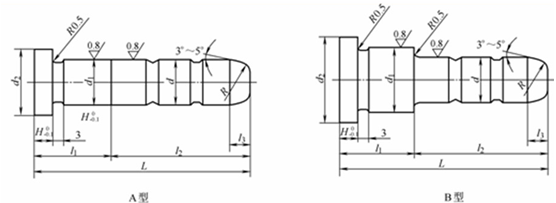
图9.29导柱的结构
除很小的模具用两根导柱,圆形模具用三根导柱之外,一般模具均设四根导柱.当模具设四根导柱时,计算导柱直径的经验公式如下:
d=K√A (9.21)
式中:
d——导柱导向段直径(mm);
A——模具分型面的表面积(mm2);
K——比例系数,一般为0.07-0.09。当A>2X 10^5mm2时,K取0.07;A=0.4×〖10〗^5~2×〖10〗^5 mm2时,K取0.08; A<0.4×〖10〗^5 mm2时,K取0.09.
导柱导向段长度L2最小取(1.5~2.0)d,一般高出分型面上最高型芯12-20 mm,以免在合模、搬运中损坏型芯。B型导柱固定段直径d_1可比导向段直径d大6~10 mm,而固定段长度l_1与装配的模板厚度一致,l_1≥1.5d
2、导套的结构与尺寸
导套的典型结构如图9.30所示。A型用于动定模板较厚或用于套板后无动模支承板或定模座板的情况;B型常用于动模后面有支承板或定模后有定模座板的情况。
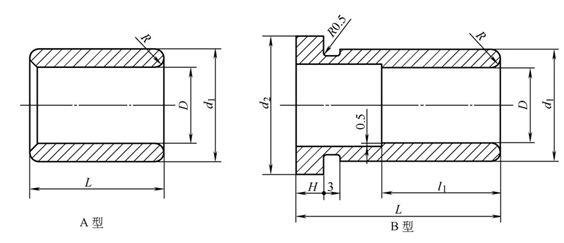
图 9.30 导套的结构
导套导向段长度l_1 通常取导向孔直径的1.5倍~2倍。孔径小取上限,孔径大取下限。
A型导套总长L即为导向长度。B型导套总长要比装配它的模板厚度少3~5mm
3、导柱与导套的配合形式
导柱与导套的配合形式如图9.31所示图(a)与圉(d)两种形式便于配合加工,保证同轴度,应用最多。
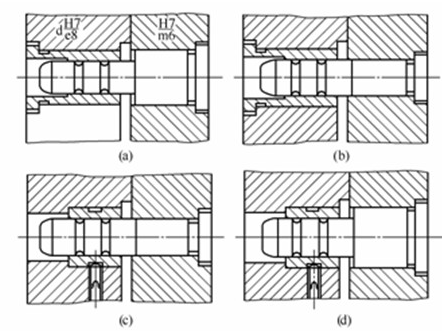
图 9.31 导柱与导套的配合形式
导柱与导套导向部分的配合精度常用H7/e8;导柱与模板固定部分配合精度常用H7/m6;导套与模板固定部分配合精度常用H7/k8。
4.导柱导套在模板上的布置
导柱导套一般都布置在模板的四个角上,以保持导柱之间有较大间距,如图9.32所示。为防止动定模在合模时错位,可将其中一根导柱取不等分分布。
对于圆形模具,一般可采用三根导柱,三根导柱的位置为不等分分布,如图9.33所示。对于大型模具,由于导柱导套的中心距离较大,会因动、定模受热条件不同而使膨胀量有差异,因而影响动、定模的正常配合。为此采用方形导柱、导套,并在膨胀差异量大的配合面上留有0.5~1 mm的间隙,如图9.34所示。方形导柱、导套在模板上的位置如图9.35所示。
导柱、导套中心偏离模板边缘的距离可取导套外径的1.25倍~1.5倍。导套周围模板应低于分型面3~5 mm,作为分模时的撬口。
导柱可以固定在动模上,亦可固定在定模上。为了便于取出压铸件,导柱一般装在定模上。如模具采用推件板脱模时,导柱必须安装在动模部分。在卧式压铸机上采用中心浇口时,导柱就必须安装在定模部分。但如果卧式压铸机上既采用中心浇口,又用推件板脱模,则动、定模上都要设置导柱。

图9.32 矩形模具导柱导套布置
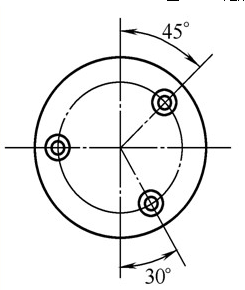
图9.33 圆形模具导柱的布置

图9.34 方形导柱、导套结构形式
(a)布置在模板四侧对称中心线上 (b)布置在模板四角对称中心线上
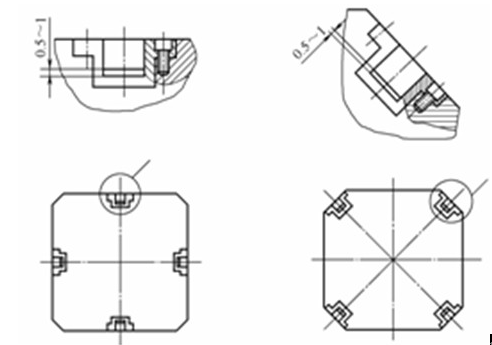
图 9.35 方形导柱、导套在模板上的位置
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
