

模架结构设计之动定模座板设计
1.定模座板设计
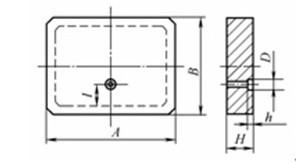
定模座板与定模套板构成压铸模定模部分的模体。由于定模座板与压铸机上的定模安装板贴紧,一般不作强度计算,其厚度根据压铸机型号在表9.9中选取。
|
压铸机型号 |
尺寸代号 |
|||||
|
AxB |
H |
D |
H |
L |
||
|
最 大 |
最 小 |
|||||
|
J113 |
240330 |
200300 |
15~20 |
Ø65+0.030 |
10+0.022 |
50~55 |
|
J116 |
260450 |
240230 |
Ø70+0.030 |
8+0.022 |
55~60 |
|
|
J1113 |
450450 |
300300 |
20~30 |
Ø110+0.035 |
10+0.022 |
70~90 |
|
J1113A |
450450 |
300300 |
||||
|
J1113B |
410410 |
260260 |
||||
|
J1125 |
510410 |
360320 |
30~40 |
12+0.027 |
||
|
J1125A |
510410 |
360320 |
||||
|
J1140 |
760660 |
530480 |
40~50 |
Ø150+0.040 |
15+0.027 |
100~120 |
|
J1163 |
900800 |
660480 |
45~60 |
Ø180+0.040 |
25+0.033 |
135~150 |
|
J1512 |
600350 |
250250 |
25~35 |
Ø55+0.030 |
15+0.027 |
_ |
|
J1513 |
410410 |
260260 |
25~35 |
|||
|
J2213 |
260260 |
200200 |
20~35 |
Ø28 |
10 |
_ |
|
J2113 |
410410 |
260260 |
25~35 |
Ø55+0.030 |
15+0.027 |
_ |
注:1、尺寸A×B指模板中心与压铸机定模板中心重合时的数据
2、定模座板与定模套板的链接螺钉,当用在小于J1512型的压铸机时,不少于6个,大于J1512型时,不少于8个
定模座板上的孔D(见表9.9)是压铸模在压铸机上安装时的定位孔,浇口套安放在此。安装模具时,压铸机压室端面或喷嘴端面与模具上的浇口套端面相吻合,设计时要精确计算模具上浇口套与压室或喷嘴之间的配合尺寸。
定模座板上要留出安装压板或紧固螺钉的位置(表9.9图中双点划线到轮廓线的距离,取30~60 mm)。可以沿座板四周留出位置,也可以在相对的两边留出位置,以便将定模压紧固定在压铸机上,双点划线处可以是定模座板的外形尺寸。当定模套板上安装镶块的孔是盲孔,即以定模套板替代定模座板时,仍然需要留出安装压板或紧固螺钉的位置。
2.动模座板、垫块的设计
动模座的动模安装板上。垫块的两端在压铸生产过程中承受压铸机的锁模力,在推出铸件时又承受较大的推出反力,因此垫块与动模模板的紧固形式必须稳固可靠。在模体较小的情况下垫板与垫块一起构成模座。模座与动模套板、动模支承板及推出机构组成压铸模动模部分模体。垫块是支承模体承受机器压力的构件。垫块的一端与动模的支承板相连,另一端则紧固在压铸机块还可以用来调整模具的总厚度,满足最小压铸模厚度(压铸机的参数)的要求。垫块还应满足推出机构和推出行程的要求。
模座的基本形式有角架式、积木式和整体式三种。
角架式模座结构简单、制造方便、质量轻、节省材料,适用于小型模具(见图9.28(a))。
积木式模座由垫块和动模座板组合而成,使用较普遍,适用于中小型模具(见图9.28(b))。
整体式模座是整体铸出的,强度、刚度都较高,适用于大中型模具(见图9.28(c))。
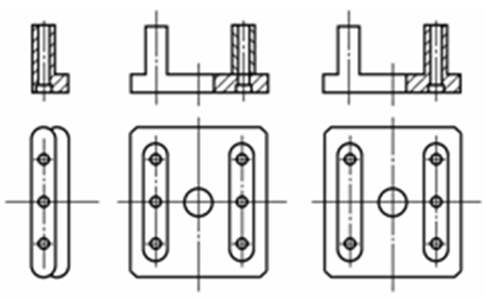
(a)角架式模座 (b)积木式模座 (c)整体式模座
图9.28 几种常用的模座形式
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
