

推出机构的复位与预复位机构
推出机构的复位动作常用复位杆来完成。
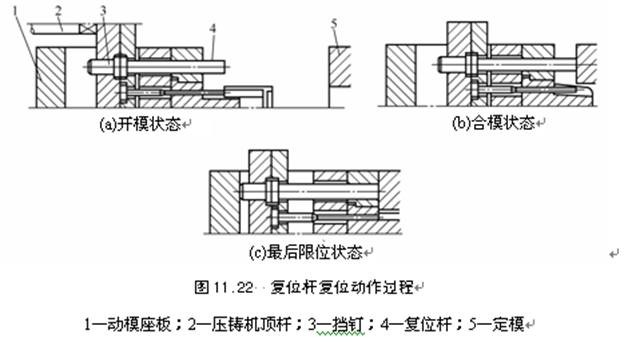
1.复位杆复位动作过程
复位杆复位动作过程如图11.22所示。合模状态时复位杆端面与动定模分型面平齐。开模后,当动模、铸件、推出机构一起移动到一定距离时,压铸机顶杆接触推板,推出机构与铸件一起被顶住。动模继续移动从铸件中抽出,此时复位杆高出动模分型面。合模时,推出机构随动模一起向定模靠拢,复位杆先与定模分型面接触使推出机构停止运动,而动模继续合模,待动定模合拢时推出机构也就恢复到初始位置。
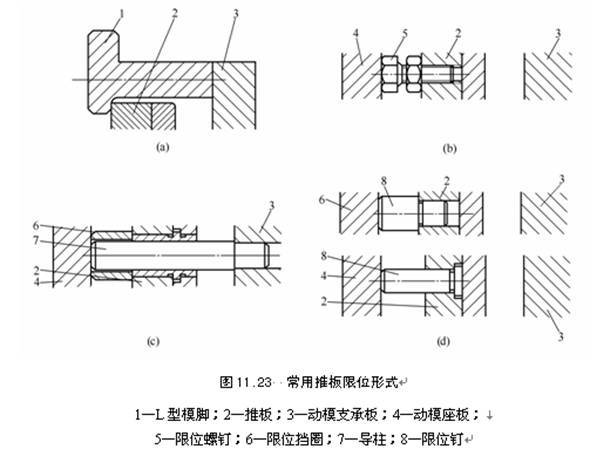
2.限位元件
限位元件是使推出机构复位后能处于准确可靠位置的零件。常用的限位元件有如图11.23所示几种形式。其中(a)用L型模脚限位,限位精度不高,用于不用通用动模座板的小型模具。图(b)限位调整较灵活,但限位精度也不高,用于小型模具。图(c)中推板导柱兼对支承板起支承作用,限位挡圈限位精度较高,用于中型模具。大中型模具用图(d)所示限位钉(又称挡钉),限位精度高,刚度高。
3.复位杆复位设计要点
(1) 复位元件及限位元件的位置通常在型腔、抽芯机构、推出机构设计确定后,选择合理空间位置设置4根或2根复位杆和4个限位钉。应对称布置,使推板受力均衡。
(2) 限位元件尽可能布置在压铸件投影面积范围内,以改善推板受力状况。
(3) 采用推杆或推管推出机构时,应设复位杆。设计中也可用复位杆兼作推杆推出压铸件。
(4) 在推件板推出机构和斜滑块推出机构中,推件板和斜滑块本身具有使推出机构复位的功能,可不另设复位机构。
-----------------------------------------------------------------------------------------------------
预复位机构是合模前或合模过程中,在动、定模闭合前,将推出元件准确地送回到原来的起始位置的一种装置。预复位通常在下列两种情况下采用:推出元件推出压铸件后所处的位置影响到嵌件或活动镶件(型芯)的安放;推出元件与活动型芯的运动路线相交,插芯动作受到干扰。
1.机动推出机构的预复位
由10.3.3节可知,当推出元件设置在活动型芯的投影面积以内时,就有可能使推出元件与活动型芯两者动作发生干扰。因此,推出元件需预先复位。通常采用摆板式、三角滑块式等预复位机构。
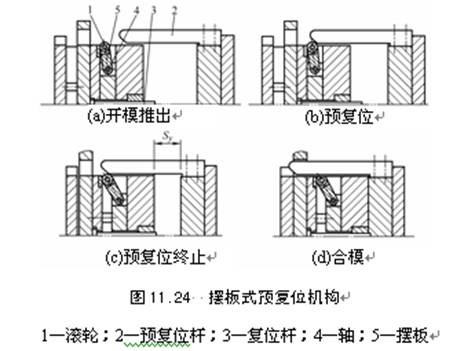
如图11.24所示为摆板式预复位机构。机构中的预复位杆安装在定模上,合模时,在斜导柱驱动滑块动作之前,预复位杆推动摆板绕轴旋转,摆板推动推板复位。摆板式预复位是在合模过程中进行的,用于推出距离较大的预复位。
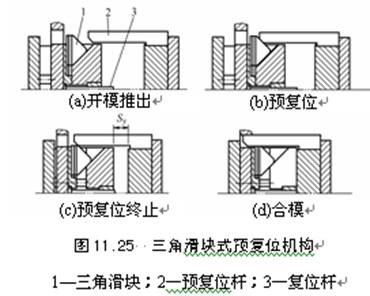
如图11.25所示的三角滑块式预复位机构与摆板式预复位机构相似,只是摆板换成了可在推板上滑动的三角块。合模时,预复位杆推动三角块,因受动模上斜面制约,三角块在推板上滑动的同时推动推板复位。这种机构用于推出距离小的预复位。
2.液压推出器推出机构的预复位
这种推出机构的预复位可由液压推出器来完成。预复位可在合模前完成。
3.手动推出机构的预复位
由齿轮齿条传动的手动推出机构的预复位只要改变操作程序即可。这类预复位是在合模前完成的
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
