(l)设计推出机构时,应尽量是压铸件留在动模一侧,即要求动模部分所设置的型芯被压铸件包络的侧面积之和比定模部分多。
(2)在推出过程中,压铸件不应发生变形和损坏。 这需要仔细分析和计算压铸件对模具的包紧力、脱摸力,合理选择推出机构(推出方式)、推出位置、推出零件的数量和推出面积。
(3)在推出中不损坏要求较高的压铸件外观质量。如果不能保证外质量,则应改变推出方式,或设置推出工艺块,在推出后在将工艺块与零件分离。
(4)合摸时推出机构应正确复位;在设计斜导杆侧向推出机构成带有活动镶块的模具时,在活动零件后面设置推杆等特殊情况下还应考虑预复位问题。
(5) 推出机构应动作可靠,结构简单,制造容易。
-----------------------------------------------------------------------------------------------------
2.推出距离的确定
(1)直线推出(图6-37).直线推出距离一般按动模凸出的成型部分的最大高度来考虑。
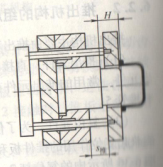
图6-37 直线推出距离计算示例
当H≤20mm时,S推≥H + K (6-17)
当 H >20mm时,1/3H ≤S推≤ H (6-18)
式中
H——滞留压铸件的最大成型长度(mm)
S推——直线推出距离(mm);
K——安全值, K =3~5mm,
需要指出:如果模具还利用推出动作来完成其他作用时,则应同时考虑相关动作的推出距离增加量。对油分流锥的模具,若分流锥的凸出高度大于成型部分的高度,则按分流锥高度来考虑。
(2)旋转推出(图6-38)。
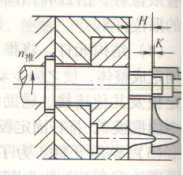
图6-38 旋转推出距离的计算简图
n推≥(H+k)/T (6-19)
式中:
n——旋转推出转数;
H——成型螺纹长度(mm);
T——螺纹导程(mm);
K——安全值,K=3~5mm.
(3)摆件推出(图6-39)
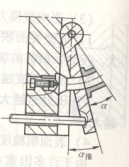
图6-39 摆件推出距离的计算简图
α推=α+αK (6-20)
式中:
α推——摆动推出角度;
α——铸件旋转面夹角
αK——安全值,αK=3°~5°
-----------------------------------------------------------------------------------------------------
推出机构设计是否合理,对压铸件质量有直接影响。因此,设计推出机构时先要对推出力、推出部位进行分析研究。
3.推出部位的选择
推出部位是指压铸件上受推出元件作用的部位,这一部位的选择原则是要保证压铸件质量。如:
(1)推出部位应设在受压铸件包紧的成型部分(如型芯)周围以及收缩后互相拉紧的孔或侧壁周围
(2)推出部位应设在脱模斜度较小或垂直于分型面方向的深凹处的成型表面附近。
(3)推出部位尽量设在压铸件的凸缘、加强肋及强度较高的部位。
(4)推出部位应位于动模浇道上或受压铸件包紧力较大的分流锥周围。
(5)推出部位在压铸件上的分布应对称、均匀,防止推出时变形。
(6)推出部位不设在铸件重要表面或基准面,防止在这些部位留下推痕。
(7)设置推出元件应避免与活动型芯发生干扰。
-----------------------------------------------------------------------------------------------------
4、推出力的计算
推出机构需要克服冷却收缩后铸件对型芯产生包众力带来的摩擦阻力及推出机构运动时所产生的摩擦阻力,即开始脱模时所需的推出力(脱模力).包括收缩产生的包紧力和推出机构运动时的各种阻力。脱模力是开始脱模的瞬时所需克服的阻力。
(1)脱模力的估算,铸件脱模是的脱模力可按式(6-21)计算
F脱>KF包 (6-21)
式中
F脱——铸件脱模时所需要的脱模力(N);
F包——铸件(包括浇注系统)对模具成型零件的包紧力及推出铸件外型
K——安全值,一般取1.2。
取F包=Pa,则
F脱>KpA(6-22)
式中
P——挤压应力(单位面积包紧力),对锌合金一般取6~8MPa,对于铝合金一般取10~12MPa;对铜合金一般取12~16MPa;
A——铸件包紧型芯的侧面积(mm2)。
(2) 受推压力和推受面积。在推出力推出下的铸件单位面积上所受的压力,称为受推压力。铸件收到推出零件所作用的推出面积,称为受推面积。
许用受推压力:锌合金40MPa,镁合金30MPa,铝合金50MPa,铜合金50MPa。
(3) 影响脱模力的主要因素。
1)成型表面积越大,铸件壁越厚,产生的包紧力越大,所需的脱模力越大。反之,所需的脱模力越小。
2)脱模斜度越大,脱模力也越大。
3)压射力越大,铸件在模内停留的时间越长,压铸时模温度越低,则脱模力越大。
4)表面粗糙度越小,型芯表面越光洁,则脱模力越小。
由于许多因素本身在变化,如模温、铸件在模内停留的时间、压射力等,所以即使所有影响因素都加以考虑,结果仍为近似值。
-----------------------------------------------------------------------------------------------------
5、推板厚度的计算
推板必须有足够的厚度,以保证其具有足够的强度和刚度。推板的厚度可按式(6-23)计算(图6-40):
H≥3√ ̄(FCK/12.24B×10-6 ) (6-23) 图6-40 推板厚度计算简图
式中
H——推板厚度(cm);
F——推板载荷(10N);
C——推板上的推杆孔最大跨距(cm);
B——推板宽度(cm);
K——系数,K=L3-1/2CL+1/8c3,其中L为压铸机推杆跨距(cm)。
推杆固定板是用来将推杆固定在推出机构上的构件。其自身通过螺栓紧固在推板上。推杆固定厚度的选择详见表6-2。
表6-3 推杆固定板厚度推荐值
|
压铸机锁模力
|
推杆固定板厚度/mm
|
压铸机型号实例
|
|
小
|
12-15
|
J113
|
|
中
|
15-20
|
J116、J113
|
|
大
|
20-25
|
J1125、JJ63
|


