

齿轮齿条抽芯机构
一、齿轮齿条抽芯机构:
主要由齿轮齿条传动机构和滑块限位机构、锁紧机构组成。图4-17为传动齿条布置在定模内的齿轮齿条抽芯机构。图示为合模状态,定模侧面的楔紧块6与齿轴5端面的斜面楔紧,齿轴产生顺时针方向的力矩,通过齿轴上的齿作用于齿条滑块4的齿上,使滑块楔紧。开模时,楔紧块脱开,此时传动齿条3上有一段延时抽芯距离,因此与齿轴的齿不啮合,待楔紧块全部脱离,铸件脱出定模后,传动齿条与齿轴的齿啮合,带动齿条滑块抽出斜向型芯。抽芯结束时,齿条滑块由可调限位螺钉1限位,以便复位时齿轮齿条顺利啮合。整个抽芯动作应在压铸件开始推出前的开模过程中完成。
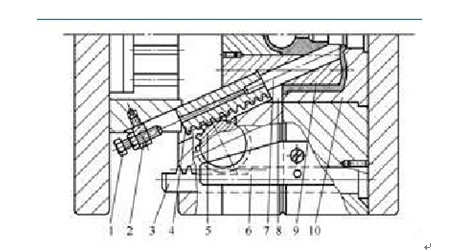
图4-17齿轮齿条抽芯机构
1-限位螺钉2-螺钉固定块2-传动齿条4-齿条滑块5-齿轴6-楔紧块7-活动型芯8-动模9-定模型芯10-定模
二、齿轮齿条抽芯机构设计要点:
(1)为了使传动即平稳可靠又能传递较大的力。传动齿条的齿形常常采用渐开线短齿。基本参数为:模数m=3,齿轮齿数z=12,压力角a=。
(2)齿轴上的齿与齿条的模数及齿合宽度是决定抽芯机构所能承受的抽芯力的主要参考数。
(3)齿轴应有精确的定位装置。一边开模结束传动齿条与齿轴完全脱开后,齿轴处于确定位置。在合模时,传动齿条与齿轮能很好的齿合。合模结束后,因传动齿条上有一段延时抽芯过程,传动齿条与齿轴完全脱开,为了保证开模轴芯时传动齿条与齿轴上的准确的齿合,也要求齿轴定位装置。
(4)带有成型部分的齿条应有导向部位。如果是圆柱形齿条则应有止转结构。
(5)带有成型部分的齿条和型芯尽可能做成镶拼式,以免热处理时齿条变形。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
共0条 [查看全部] 相关评论
